
半导体封装用环氧树脂成型材料是用来保护半导体芯片以避免其受到机械外力、湿度、高温以及紫外线的伤害。随着半导体器件封装向薄型化、小型化和高密度化发展,封装材料的高性能化和高功能化势在必行。最近几年,由于全球范围内环境保护意识不断提高,对封装材料也提出了节能环保的要求。本文介绍了半导体封装用环氧树脂成型材料的概要及其阻燃性能、耐高温性能的研究开发情况。
1、前言
半导体封装用环氧树脂成型材料可以保护半导体芯片,避免其受到机械外力、湿度、高温以及紫外线的伤害。合适的封装形式,既可以确保半导体器件的电气绝缘性能,同时也使器件与印制电路板的连接更加方便简单。半导体器件的封装形式可大致分为两类,一是适用于通孔插入型安装的器件封装形式,二是适用于表面贴装的器件封装形式。插入型半导体器件封装形式是将外部端子的引线以及器件引脚插入印制线路板的通孔中并加以固定。表面贴装式半导体封装是将半导体器件的外部端子贴在印制电路板的表面并加以固定。具有代表性的表面贴装型半导体封装形式包括TSOP(Thin Small Outline Package)、QFP(Quad Flat Package)、PBGA(Plastic Ball Grid Array)、FC-BGA(Flip Chip-Ball Grid Array)等。如Fig.1所示。

随着半导体器件封装不断向薄型化、小型化、以及高密度化发展,环氧树脂封装材料也向着高性能化和高功能化方向发展。而且,随着环境保护意识的不断提高,对于可能导致环境破坏的有害物质的使用限制越来越严格。迄今为止,为了提升半导体封装材料的阻燃性能,会在环氧树脂中加入卤素元素溴(Br)以及作为阻燃助剂的锑(Sb)化合物。按照欧洲RoHS规则的规定,PBB(多溴双烯基)、PBDE(多溴二苯醚)等含溴树脂均在受限之列,含有卤素化合物的材料在燃烧的时候会产生有害物质二恶英(Dioxin)。因此,从保护地球的观点出发,必须开发出环境友好型的无卤环氧树脂成型材料。
近年来,在汽车、家电、机器人等各种产业领域,以及铁路、社会基础设施等应用范围内,为实现高效节能的目的,开始使用高耐压、大电流碳化硅(SiC)和氮化镓(GaN)功率器件。与硅器件相比,SiC和GaN器件可以工作在更高温度下,因此对封装材料也提出了能够工作在高温环境下的要求。本文将对半导体封装用环境友好型环氧树脂成型材料的阻燃性技术及其耐高温性技术分别加以介绍。
2、半导体封装用环氧树脂成型材料概要
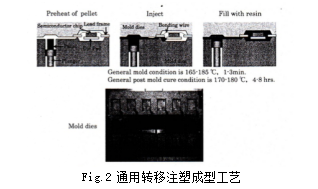
根据所使用封装材料的形态不同,半导体器件的封装方法可以分为液态封装和固态封装,其工艺方法也各不相同。液态封装材料,称为CUF(Capillary Under Fill),利用液体的毛细现象,一般采用注型法、浸渍法或下落法进行封装。固态封装材料,以环氧系热固性树脂和无机填料为主要成份,一般多采用转移注塑成型工艺。通过控制环氧系热固性树脂转移注塑成型时的流动性及其粘度以达到对固化后材料的机械性能、电气性能以及热传导性能进行控制的目的。无机填料的加入可以提高成型后封装材料的机械强度、改善热膨胀系数及其电气绝缘性能。同时还需要配合加入其他多种填加剂,如硬化促进剂、离型剂、着色剂、阻燃剂等。一般情况下,将各种原料混合在一起,以揉合机、压延机进行加热混炼混合均匀并制成片状,然后再冷却、粉碎制成封装用的成型材料。粉末状的成型材料再通过压缩制锭工艺制成片剂状用于转移注塑成型工艺。在转移成型工艺过程中,半导体芯片放置在封装模具的空腔内,片状成型材料放置在模具通道中,设定温度为180℃,成型材料受热熔融流动注入到相应的空腔内,温度保持1分钟完成初期固化后,即可将半导体器件从模具中取出。一般的固态封装材料转移成型工艺如Fig.2所示。为了保证成型后半导体封装的稳定性,通常还要进行后期硬化工序。
一般而言,环氧树脂具有粘度高、硬化收缩比例小,以及耐腐蚀、耐湿热等优良特性。环氧树脂成型材料不必通过高温处理来改善固化后的电气特性,固化时间短也使得后期处理更加容易。表1总结了各种具有代表性的固态环氧树脂材料的封装结构。用于固态封装的主流环氧树脂材料为交联密度较高的苯酚系环氧树脂和酚醛树脂。
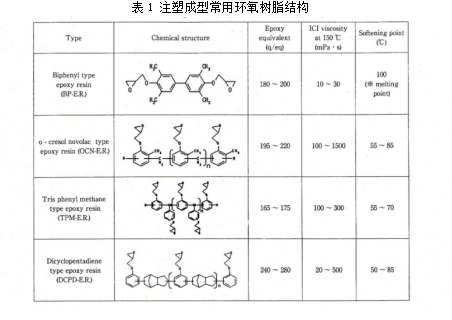
然而,在半导体器件表面贴装工艺过程中,器件与印制电路板接合的时候,需要在回流焊炉中对焊料进行加热熔融,因此会对半导体器件及其整体封装结构施加一个热应力。在空气中吸收了部分水汽的半导体封装结构,在回流焊炉中受到高温加热,其中的水份发生汽化会产生应力,这种应力会造成半导体芯片与引线框架以及环氧树脂成型材料之间的界面发生剥离,进而在半导体封装结构上形成裂缝,从而形成足以损害到半导体器件可靠性缺陷。能够经受这种由回流焊工序引起的热冲击而不产生缺陷的性能称为材料的耐焊性。为了提高耐焊性,对半导体封装用环氧树脂成型材料提出了低吸湿化、低尺寸变化的要求。研究了采用提高填料量的办法,可是又带来了融熔粘度升高的问题。因此,开始普遍采用以双酚类环氧化合物为代表的结晶性低粘度环氧树脂。双酚类环氧树脂(BP-E.R.)具有高对称性分子结构,是一种熔点为100℃的结晶型固体。与之前的环氧树脂(软化点约为55-85℃)相比,具有高软化点,在成型温度(180℃左右)附近粘度较低,因此可以提高填料比例。邻甲酚醛型环氧树脂(OCN-E.R.)由于具有多官能团,固化性优良,吸水率低、且成本较低,具有平衡的性价比,是一种方便使用的树脂材料。多官能团的三苯酚甲烷型环氧树脂(TPM-E.R.),因为官能团密度高使得材料固化后的Tg非常高,而且硬化后收缩比例较小,具有抑制回熔的效果。双环戊二烯型环氧树脂(DCPD-E.R.)结构为环状脂肪族碳水化合物骨架,因而具有低吸水率、低弹性、低电导率等特征。
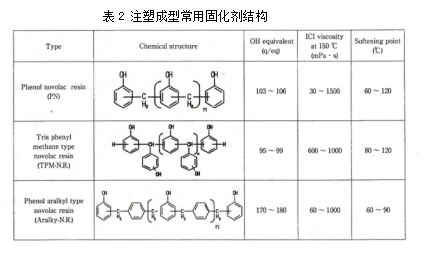
表2总结了具有代表性的半导体封装材料用硬化剂苯酚类树脂的结构。酚醛树脂(PN)是由苯酚与亚甲基连结形成二元至多元亚甲基苯酚团混合物,使用时需考虑流动性与固化后机械性能的平衡,选用与目标软化点相适应的材料等级。三甲基烷型酚醛树脂(TPM-N.R.)与环氧树脂具有相同的较高官能团密度,因此固化后的Tg变得非常高,可以后效地抑制回熔。苯酚-芳烷基酚醛树脂(Aralky-N.R.)拥有疏水性的芳烷基,因此吸水率低,耐回流焊性能优良。因为羟基当量较大,与环氧树脂的交联密度变低,从而使得材料固化后其内部应力很小。
3、半导体封装用环氧树脂成型材料的阻燃性
为了防止火灾的发生,要求用于电子器件的封装用环氧树脂成型材料具有高度的阻燃性能。以前的半导体封装用材料中通过在树脂中加入以溴为代表的卤素元素或者加入锑化物作为阻燃剂来提高树脂的阻燃性能。具有阻燃性效果的含卤素环氧树脂主要是含溴环氧树脂(单溴酚醛型环氧树脂或四溴双酚A型环氧树脂)。含溴环氧树脂中加入三氧化二锑可以使材料的阻燃性能成倍提高,即使加入很小比例也可以提升阻燃效果。含溴环氧树脂在燃烧的时候会分解生成卤素自由基,自由基与树脂分解物之间因自由基捕获效应导致阻燃效果。然而,燃烧时产生的二恶英类化合物对人体有害,通常作为阻燃助剂使用的三氧化二锑也会引起慢性中毒,正是基于对这些有害物质的担忧,人们一直在寻求无卤、无锑材料。
为了得到无卤和无锑材料,可以用金属氧化物或磷系化合物来代替环氧树脂中的卤素和三氧化二锑。但是,如果只是单纯地以金属氧化物或磷化合物来取代以前的阻燃剂,要达到相同的阻燃效果,环氧树脂成型材料的整体性能不可避免会有所降低。如果不增加金属氧化物的填加比例,就不能得到同样的阻燃效果。金属氧化物含量的提高会导致固化性、成型性、流动性以及密封性能的下降,从而使得半导体封装工艺的生产稳定性和可靠性降低。对于磷系化合物,其环境安全性同样令人担忧,特别是在高温高湿条件下对半导体芯片的腐蚀会导致器件电气性能的下降。
对于半导体封装用环氧树脂材料,通过提高二氧化硅填料的填加比例也可以实现阻燃性能,即减少可燃性树脂的比例,增加不可燃的二氧化硅填料的比例,来提高环氧树脂封装材料的阻燃性能。Fig.3所示是笔者等人的研究成果之一。联苯型环氧树脂中二氧化硅填料的比例达到90%程度时,材料的阻燃等级可以达到UL94的V-0级。UL94阻燃试验是将样片垂直悬挂,以特定的燃烧源将样片点燃,通过测定燃烧源移开后样片的有焰燃烧时间来划分材料的阻燃等级。在Fig.3的阻燃性能试验中,样品长度为127mm,宽度12.7mm,厚度小于3.2mm,每5片样品为一组。样品制备采用专用模具,注塑成型温度为175℃,固化时间为120秒,固化后处理温度175℃,处理时间4小时。测量各试样的有焰燃烧时间和无焰燃烧时间,以5个试样的合计有焰燃烧时间∑F来判定材料阻燃等级为V-0、V-1或V-2,∑F不超过50秒的判定为V-0级,∑F不超过250秒的判定为V-1级。对于半导体封装用环氧树脂成型材料,希望其阻燃等级达到V-0级。与此同时,通过二氧化硅填料的大量使用还可以提高成型材料的耐焊性,这是因为填料的大量使用使得成型材料的线膨胀系数变小,从而使其与半导体芯片线膨胀系数之间的差距减小,这样在回流焊的时候就可以降低热应力。同时,吸水率降低使得回流焊过程中形成的蒸汽减少,从而抑制了剥离和开裂等不良现象的发生。高填充化也会带来一些不利影响,注塑成型时树脂在模具内达到完全充填前已开始固化,由于树脂粘度上升使流动性下降,这种会造成键合引线的状态不佳(变形、接触、折断),或者发生树脂未填充的现象。由于成型基材的浸润度下降导致封装结构的致密度下降等等。为避免这些不利情况的发生,必须对填料的粒度分布进行优化,或者使用低粘度树脂(如双酚型环氧树脂等)。由于低粘度树脂会使成型材料的固化性能降低,导致成型工序半导体封装的离型性下降,成为生产稳定性下降的原因。因此,对树脂的低粘度化和固化性能必须平衡兼顾。
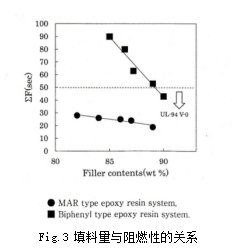
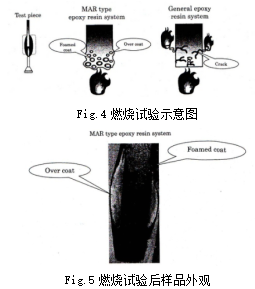
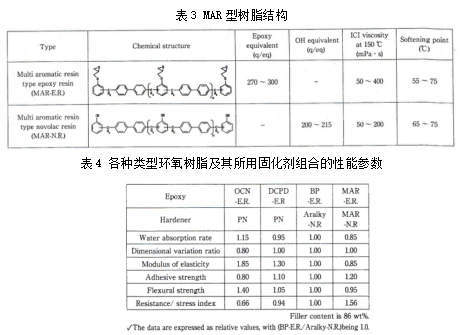
研究了另外一种多芳香环树脂(MAR:Multi Aromatic Resin)及其固化剂,这是一种主骨架中含有亚联苯基的联苯芳烷基环氧树脂。表3所示为其结构式。与普通的环氧树脂及其固化剂相比,MAR型环氧树脂的软化点及其高剪切粘度基本相同,最大特点是发现其具有高阻燃性。在其中不加入卤素化合物及锑化物等阻燃剂的情况下,即可达到UL94的V-0级阻燃效果,而且以相对较低的填料比例即可得到较高的阻燃性能。Fig.3中未填加任何阻燃剂的MAR型环氧树脂成型材料很容易即可达到阻燃等级V-0。而联苯型环氧树脂在填料量达到85%时也只达到了阻燃等级V-1。下面简单分析一下MAR型环氧树脂成型材料的阻燃性机理。MAR型环氧树脂成型材料的交联点间距比较长(交联密度较低),在高温下树脂变软,材料被点燃时产生的可燃性气体使变软的树脂表面膨胀起来,形成了一层表面保护膜(发泡层)。而且亚联苯基骨架本身具有较高的耐热分解性能,在与火焰接触时可以保持稳定的表面保护膜(发泡层),这层保护膜客观上起到了隔绝空气和隔热的效果,从而最终保证了材料的高阻燃性能。Fig.4所示为燃烧试验过程示意图。对于普通的环氧树脂材料,在不填加卤素化合物、锑化物以及替代阻燃剂的情况下,由于具有较高的交联密度,在燃烧时并不会形成这样的发泡层,燃烧时树脂表面脆化开裂,树脂分解生成的可燃性气体扩散出来使得燃烧得以持续。Fig.5所示为实际UL94燃烧试验后MAR型环氧树脂成型材料试验片的外观。
此外,MAR型环氧树脂成型材料还同时具有低吸水率、高温下低弹性、高致密性等特征。笔者等人对MAR型环氧树脂成型材料的抗拉强度指标进行了计算,较大的抗拉强度数值表明材料具有良好的耐焊性。表4所示为各种类型环氧树脂及其所用固化剂组合的性能参数对比,其中二氧化硅填料的使用比例为86%。可以看到,其中(BP-E.R./Aralky-N.R.)组合的抗拉强度特征值为1.0,而MAR型环氧树脂成型材料的抗拉强度达到了传统树脂材料的1.6倍,因此具有优异的耐焊性。同时,MAR型环氧树脂/固化剂组合与其他组合相比,还具有低吸水率、低弹性、高粘度等特点。在MAR型环氧树脂成型材料开发初期,其树脂粘度要高于联苯型环氧树脂,其成型性和流动性不利于使用。然而,经过研究人员的努力,通过优化填料的粒度分布以及高潜伏性固化促进剂的技术改进,已经可以对配方设计进行合理的调整。填料的粒度分布对充填密度、流动性以及材料粘度都有较大影响。一般情况下,填料的粗颗粒和细颗粒会形成双峰分布,通过调整粗颗粒和细颗粒的比例可以最大程度上对双峰分布进行优化,从而提高材料的流动性。高潜伏性固化促进剂可以成为环氧树脂和苯酚树脂的催化剂,由于可以对其活性进行控制从而使其具有潜伏性。可能根据成型时的温度变化来对反应进行催化,因此可以延长树脂的流动时间,实现低粘度化。通过这些技术进步,目前MAR型环氧树脂已经成为无卤半导体封装用成型材料的主流。
4、半导体封装用环氧树脂成型材料的耐高温化
近年来节能减排成为时代潮流,用于电力控制和电力转换的逆变器和变流器的半导体器件引起业界越来越多的关注。对于电力转换的节能化、小型化和轻量化的要求,以前仅仅局限于用电量较低的空调等白色家电以及服务器等。最近这种趋势已经扩展到汽车、铁路等大功率用电领域。用SiC、GaN这些下一代功率器件来取代现有的硅器件可以减少电力损失,提升用电效率,从而达到节能减排的效果。由于这些下一代功率器件可以在200℃以上的高温下工作,因此制冷设备将进一步小型化。同时,为了配合这些下一代功率器件的工作,必须解决芯片封装材料的高耐热化。
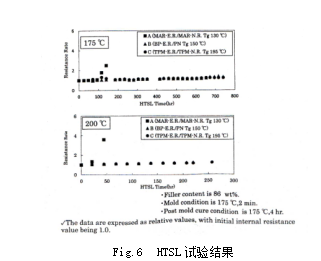
笔者等人正在研究一种耐高温半导体封装用环氧树脂成型材料,其目标工作温度可以达到175℃或200℃,为了使SiC或GaN器件的芯片能够在高温环境下正常工作,要求半导体封装用环氧树脂成型材料在高温下保持较小的特性变化。Fig.6所示为这种环氧树脂成型材料在175℃和200℃下高温贮存(HTSL)的试验结果。HTSL是对器件所做的贮存环境可靠性试验,高温环境下,金属合金和树脂的劣化会造成器件可靠性下降,一般是用特定温度下阻抗值的变化来进行评价。对比试验所用成型材料的环氧树脂/固化剂组合包括:(MAR-E.R./MAR-N.R.)、(BP-E.R./PN)和(TPM-E.R./TPM-N.R.),其中二氧化硅填料的比例为86%。MAR型环氧树脂/固化剂组合因其交联点间距较长具有较低交联密度,且Tg较低。而TPM型环氧树脂/固化剂组合因分子中含有的环氧基和羟基较多,会形成具有高交联密度的固化材料,因而Tg较高。HTSL的试验结果表明,具有较高Tg的材料其粘合的可靠性也高。这可能是由于在高温环境下,如果环氧树脂成型材料的Tg较低会使得分子运动更加活跃,从而使得电荷载流子的移动更加容易。
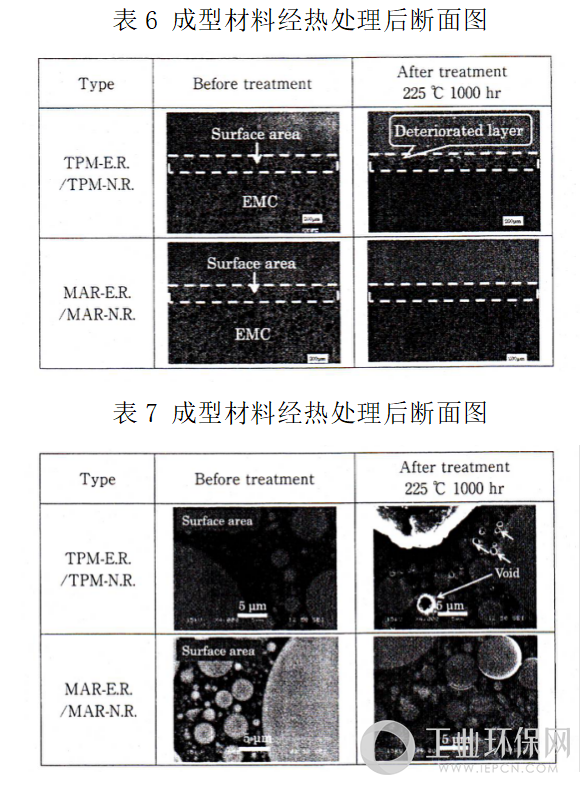
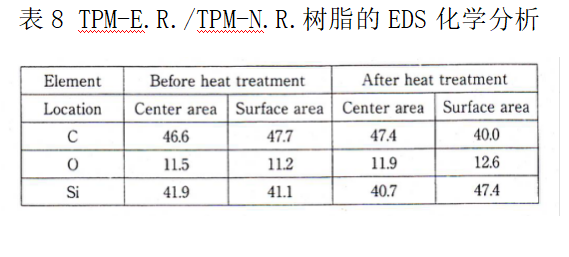
另一方面,热分解性也是高Tg材料的缺点之一。表5所示为是对各种树脂组合固化后进行的空气中200℃、5000小时高温长期贮存的物性劣化评价。所用成型材料的环氧树脂/固化剂组合包括:(MAR-E.R./MAR-N.R.)、(MAR-E.R./PN)(OCN-E.R./PN)、(TPM-E.R./PN)和(TPM-E.R./TPM-N.R.),其中二氧化硅填料的比例为85%。与Fig.6的情况相类似,MAR型环氧树脂/固化剂组合因其交联点间距较长具有较低交联密度,且Tg较低。而TPM型环氧树脂/固化剂组合因其交联点间距短、交联密度高,因而Tg较高。试验结果表明,高Tg材料重量减少幅度较大(如Fig.7)。如表6和表7所示,对成型材料进行225℃、1000小时热处理后观察其断面,高Tg的TPM型组合可以看到表层约100µm深的劣化层。劣化层所见均为树脂层热分解后向外界挥发所留下的点缺陷。表8所示为通过EDS进行元素分析的结果。在中心区域材料的组分变化并不明显,但是在表面附近可以发现明显的C、O组分变化,这表明表面区域的树脂层已经被严重氧化所劣化。与之相比,低Tg的MAR型组合几乎未见到劣化情况。这可能是由于坚固的亚联苯基骨架难以热分解所致。
5、结束语
本文介绍了半导体封装用环氧树脂成型材料的概要及环境友好型阻燃化技术、耐高温化技术的开发情况。环氧树脂材料具有高耐热性、高粘结性、高流动性以及低应力等诸多优点,今后仍将在半导体封装领域具有广阔的应用前景。作为半导体封装用环氧树脂成型材料,对其耐高温性能的研究已经取得进展,今后将进一步开展关于环境保护对策方面的研究。