
项目名称
安徽某污水处理厂除氨氮项目
工艺选择
格栅、AO、离子交换
工艺原理
阳树脂中含有的阳离子会与水中的游离氨(NH3)和铵离子(NH4+)进行交换,将水中的游离氨和铵离子吸附到树脂内部,而释放出对人体无害的钠离子或者氢离子,达到去除氨氮的效果
项目背景
氨氮是指以氨或铵离子形式存在的化合氮,即水中以游离氨(NH3)和铵离子(NH4+)形式存在的氮,是水体中的营养素,为藻类生长提供营养源,可导致水富营养化现象产生。
同时,氨氮也是水体中的主要耗氧污染物,非离子氨(或称游离氨)是引起水生生物毒害的主要因子,对水生生物有较大的毒害,其毒性比铵盐大几十倍,并随碱性的增强而增大。
在氧气充足的情况下,氨氮可被微生物氧化为亚硝酸盐氮,进而分解为硝酸盐氮,亚硝酸盐氮与蛋白质结合生成亚硝胺,具有致癌和致畸作用,直接影响人类健康。
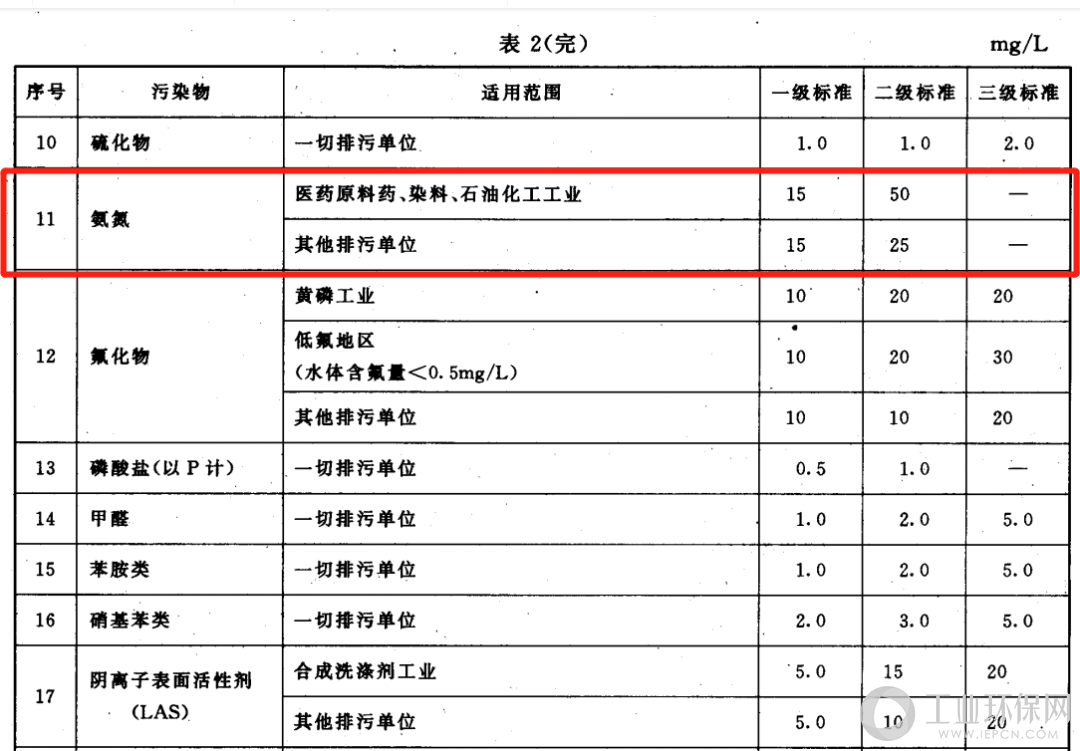
因此国家出台了一系列的法律法规和标准,对氨氮的排放指标做出了明确的规定。《污水综合排放标准(GB 8978-1996)》中规定了氨氮的排放限值,医药原料药、染料、石油化工工业一级标准为15mg/L ,二级标准为50mg/L,其他排污单位一级标准为15mg/L,二级标准为25mg/L。
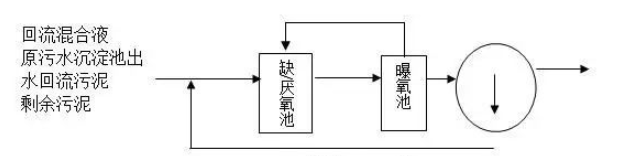
AO工艺也叫厌氧好氧工艺法,是一种常用的污水去除氨氮的技术,A(Anaerobic) 是厌氧段,用于脱氮除磷;O(Oxic)是好氧段,用于除水中的有机物。
A/O工艺去除氨氮的原理是通过缺氧-好氧两个阶段的生物反应来去除污水中的氨氮和硝酸盐氮,在缺氧段异养菌将污水中的淀粉、纤维、碳水化合物等悬浮污染物和可溶性有机物水解为有机酸,使大分子有机物分解为小分子有机物,不溶性的有机物转化成可溶性有机物,当这些经缺氧水解的产物进入好氧池进行好氧处理时,可提高污水的可生化性及氧的效率。
在缺氧段,异养菌将蛋白质、脂肪等污染物进行氨化(有机链上的N或氨基酸中的氨基)游离出氨(NH3、NH4+),在充足供氧条件下,自养菌的硝化作用将NH3-N(NH4+)氧化为NO3-,通过回流控制返回至A池,在缺氧条件下,异氧菌的反硝化作用将NO3-还原为分子态氮(N2)完成C、N、O在生态中的循环,实现污水无害化处理。
AO工艺操作简,设备投资和运行成本较低,对废水中的有机物,总磷等均有较高的去除效果,但是氮去除效果较差。
安徽某污水处理厂除氨氮项目,采用格栅、AO工艺、离子交换工艺来解决氨氮超标然后场地不够的问题。
项目概况
安徽某污水处理厂除氨氮项目,处理水量为100m³/d,入水氨氮含量为50mg/l,业主要求处理50T,与前端水混合,达到25mg/l。
科海思根据业主需求以及国家相关排放标准和项目实际情况,结合离子交换工艺和Tulsimer®T-42树脂的优势,采用格栅→厌氧→好氧→沉淀、澄清→树脂离子交换工艺,通过阳树脂中含有的阳离子会与水中的游离氨(NH3)和铵离子(NH4+)进行交换,将水中的游离氨和铵离子吸附到树脂内部,而释放出对人体无害的钠离子或者氢离子的原理,达到去除氨氮的效果。
该项目在AO工艺后采用离子交换工艺,实际实际上是利用不溶性离子化合物(离子交换剂)上的可交换离子与溶液中的其它同性离子(NH4+)发生交换反应,从而将废水中的NH4+牢固地吸附在离子交换剂表面,从而达到深度脱除氨氮的目的。
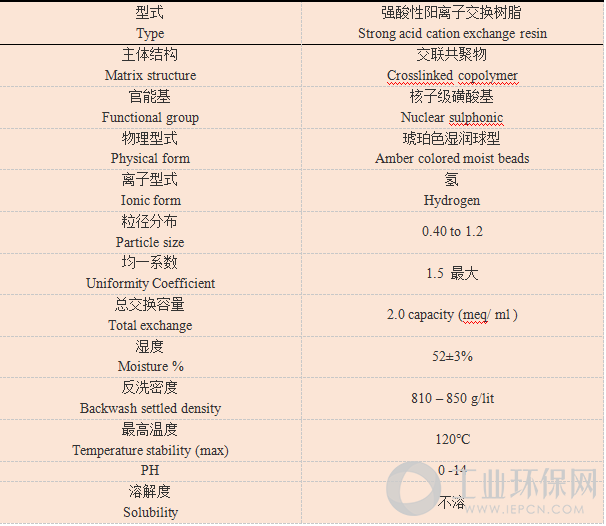
Tulsimer® T-42树脂是氢 H+/钠 Na+均粒强酸型阳离子交换树脂,其无裂纹特性和均匀的粒度,具有传统的离子交换树脂无法取代的优势,可以减少压损,延长树脂寿命,保证出水品质,同时其处理精度可以做到0.02ppm以下,实际交换容量可达30-40g/l,对于中低浓度(500mg/l以内)的氨氮的深度去除以及浓度氨氮(500-5000mg/l)的浓缩回收利用方面具有非常显著的效果和优势。 另外,T-42树脂还可广泛应用于化肥行业氨氮浓缩蒸发回收,垃圾渗滤液DTRO/RO膜后产水氨氮深度处理,蒸发冷凝水氨氮深度处理,煤矿矿井水总氮深度处理,以及电池电子行业、生活污水、水产养殖水、化工废水、焦化废水等行业领域的氨氮深度处理。 最后项目验收,氨氮含量从入水的50mg/l,做到了10mg/l,远低于业主要求的25mg/l,并且出水稳定达标。
Tulsimer ® T-42树脂参数
文章转载北京科海思科技有限公司公众号,如有侵权,可联系我们删除



